 USD
USD
How to avoid burrs when threaded hole chamfering and making countersunk holes
The purpose of chamfering or countersinking internal threaded holes is usually to avoid the production of raised burrs, which will hinder the fixation between the adapter and the flat surface of the workpiece. In addition, when the assembly is pressed on the burr, the burr will be pressed down, which will cause the internal thread to deform and increase the possibility of thread cross-threading.
Drawing chamfers or countersunk holes on the part drawing can also help the bolts to align or insert correctly. Adding a chamfer or countersink at the position to be drilled can help the drill. For these reasons, most threaded holes require some type of chamfer or countersink. Therefore, this is one of the most common processing techniques, and it is usually an area that needs improvement.
The chamfer angle of the threaded hole is usually 120° or 90°, of which the most common is 90°. Sometimes the outer diameter and depth of the chamfer are specified on the drawing. However, the machinist or programmer often decides the depth or outer diameter of the chamfered hole.
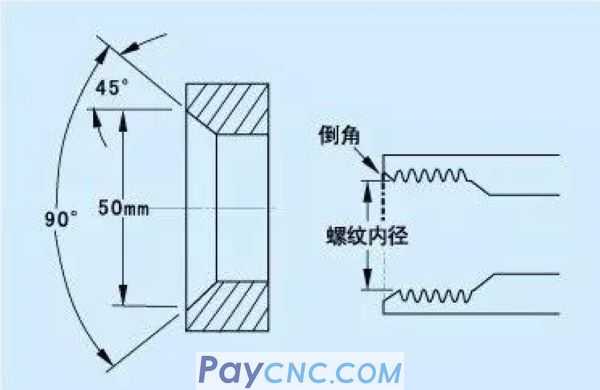
In some classic machinist’s rules of thumb, the most common method is to machine a chamfer diameter that is 0.010 inches-0.015 inches (0.254mm-0.381mm) larger than the major thread diameter, which will eliminate burrs and provide sufficient depth to guide the assembly. Bolts.
processing method
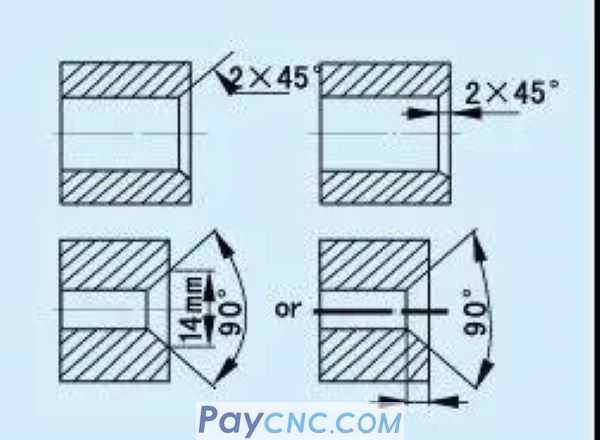
There are many ways to process chamfers or countersinks, and these methods have different processing efficiencies. The commonly used method in the past was to machine a 120° or 90° chamfer at the place to be drilled after the initial drilling.

Many machine tool factories use 90° angle CNC point drilling to complete point drilling, countersinking and chamfering, which not only saves tool change time, but also reduces tool costs. The CNC point drill bit is used as a guide tool to machine an included angle of 90° before drilling. Although this method is convenient, add WeChat: Yuki7557 to send a copy of the macro program tutorial, but if you use a newer high-permeability cemented carbide drill bit for drilling, the above method is not recommended. Because the tip angle of this type of carbide drill is 140°. After using the 90° point drill, the use of a 140° cemented carbide drill for drilling will result in a corner cut on the cemented carbide drill and faster tool failure. If a cemented carbide drill is used for drilling, the sequence of tools must be changed.
At this time, the correct tool sequence should be: drilling, chamfering (or countersinking), and point drilling. In this case, using a countersunk drill or chamfer milling cutter with an angle of 120° or 90° is the best choice. By choosing the appropriate tool sequence, the tool life of the carbide drill will increase significantly.

When chamfering countersunk holes or holes, special attention should be paid to tool setting. Wrong tool setting will have a great negative impact on the quality and function of the parts. When using a chamfer milling cutter, circular chamfering can be processed by arc interpolation, but this may not be the best process for direct chamfering. On the contrary, the traditional high-speed steel countersunk holes are specially designed for chamfering, but they are not suitable for spiral arc interpolation tool path.
Merge operation
The most effective and fastest way to chamfer holes is to use step drills that have both drilling and countersunk functions. Since the drill has a 90° step angle of the countersunk head, the step drill can be used for processing to complete the drilling and countersunk processing procedures at one time. Combining the two machining operations into one not only reduces tool change time, cycle time and tool inventory, but also ensures that the chamfer is concentric with the bottom hole.
If the step drill is used as the preferred method of drilling, an improved standard drill must be used, and the small diameter of the thread of the step drill is ground to the diameter of a standard single-diameter drill. The core thickness of the small thread diameter may be too large and affect chip discharge. For the purpose of easy cleaning, the small diameter of the thread generally does not have a land, and this will also cause excessive friction on the outer diameter, thereby reducing the performance of the tool.
Step drills, especially cemented carbide step drills, should be processed from cemented carbide rods instead of grinding existing tools to ensure that the core and cutting edge meet the requirements. Standard step drills exist. Some tool manufacturers can quickly provide these products to end users, and can be used to process blind holes with different threaded hole depths.
Process improvement is the eternal goal of advanced manufacturers. Although the preparation of chamfers and counterbores before tapping is a common structure, the processing sequence is not a standardized process. Like most other processes, it still needs to be refined.
Drawing chamfers or countersunk holes on the part drawing can also help the bolts to align or insert correctly. Adding a chamfer or countersink at the position to be drilled can help the drill. For these reasons, most threaded holes require some type of chamfer or countersink. Therefore, this is one of the most common processing techniques, and it is usually an area that needs improvement.
The chamfer angle of the threaded hole is usually 120° or 90°, of which the most common is 90°. Sometimes the outer diameter and depth of the chamfer are specified on the drawing. However, the machinist or programmer often decides the depth or outer diameter of the chamfered hole.
In some classic machinist’s rules of thumb, the most common method is to machine a chamfer diameter that is 0.010 inches-0.015 inches (0.254mm-0.381mm) larger than the major thread diameter, which will eliminate burrs and provide sufficient depth to guide the assembly. Bolts.
processing method
There are many ways to process chamfers or countersinks, and these methods have different processing efficiencies. The commonly used method in the past was to machine a 120° or 90° chamfer at the place to be drilled after the initial drilling.
Many machine tool factories use 90° angle CNC point drilling to complete point drilling, countersinking and chamfering, which not only saves tool change time, but also reduces tool costs. The CNC point drill bit is used as a guide tool to machine an included angle of 90° before drilling. Although this method is convenient, add WeChat: Yuki7557 to send a copy of the macro program tutorial, but if you use a newer high-permeability cemented carbide drill bit for drilling, the above method is not recommended. Because the tip angle of this type of carbide drill is 140°. After using the 90° point drill, the use of a 140° cemented carbide drill for drilling will result in a corner cut on the cemented carbide drill and faster tool failure. If a cemented carbide drill is used for drilling, the sequence of tools must be changed.
At this time, the correct tool sequence should be: drilling, chamfering (or countersinking), and point drilling. In this case, using a countersunk drill or chamfer milling cutter with an angle of 120° or 90° is the best choice. By choosing the appropriate tool sequence, the tool life of the carbide drill will increase significantly.
When chamfering countersunk holes or holes, special attention should be paid to tool setting. Wrong tool setting will have a great negative impact on the quality and function of the parts. When using a chamfer milling cutter, circular chamfering can be processed by arc interpolation, but this may not be the best process for direct chamfering. On the contrary, the traditional high-speed steel countersunk holes are specially designed for chamfering, but they are not suitable for spiral arc interpolation tool path.
Merge operation
The most effective and fastest way to chamfer holes is to use step drills that have both drilling and countersunk functions. Since the drill has a 90° step angle of the countersunk head, the step drill can be used for processing to complete the drilling and countersunk processing procedures at one time. Combining the two machining operations into one not only reduces tool change time, cycle time and tool inventory, but also ensures that the chamfer is concentric with the bottom hole.
If the step drill is used as the preferred method of drilling, an improved standard drill must be used, and the small diameter of the thread of the step drill is ground to the diameter of a standard single-diameter drill. The core thickness of the small thread diameter may be too large and affect chip discharge. For the purpose of easy cleaning, the small diameter of the thread generally does not have a land, and this will also cause excessive friction on the outer diameter, thereby reducing the performance of the tool.
Step drills, especially cemented carbide step drills, should be processed from cemented carbide rods instead of grinding existing tools to ensure that the core and cutting edge meet the requirements. Standard step drills exist. Some tool manufacturers can quickly provide these products to end users, and can be used to process blind holes with different threaded hole depths.
Process improvement is the eternal goal of advanced manufacturers. Although the preparation of chamfers and counterbores before tapping is a common structure, the processing sequence is not a standardized process. Like most other processes, it still needs to be refined.




