USD
USD
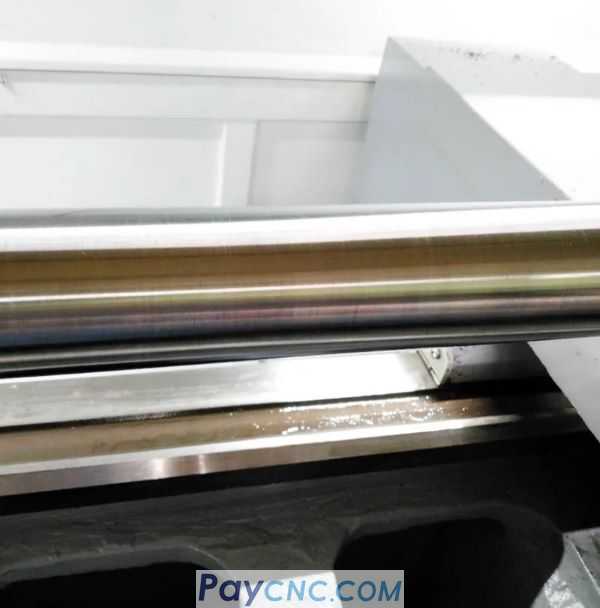
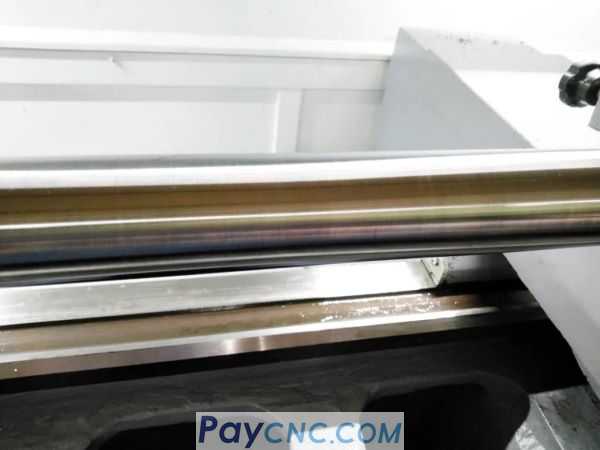
1,5 meter delbearbejdning på CAK50186 med GSK980TDi CNC

Der er ingen vibrationer under behandlingen, overfladestrukturen af emnet er klar, ujævnheden er 3,2, og retheden er 0,02 mm;
Det behandles og inspiceres i henhold til tegningens størrelse.

løsning
Klemmetode: vedtag en klemme, en top + følg værktøjsholder;
Værktøjsmaskinkrav: værktøjs horisontalt afvigelse ≤0,02 mm, skaft og spindel lige højdeafvigelse <0,05 mm, bagside og emne kontaktoverflade 3 mm eller mere;
Brug værktøjer af høj kvalitet til først at skære og derefter færdigbehandle for at forbedre effektiviteten.

Anvendelseseffekt
Arbejdsstykkets ydre cirkel behandles uden vibrationslinjer, de overordnede linier er klare og ingen kaotiske linjer, og retthed er stabil ved 0,02 mm for at imødekomme kundernes behov.